
De toutes les céréales entrant dans la composition des différents types de whiskies, l'orge est celle dont la contribution à la palette aromatique est la plus significative. Depuis plus de trois cent ans, les distillateurs apportent un soin tout particulier à la sélection de l'orge, qui représente la dépense la plus importante pour une distillerie. Véritable source de vie, elle est à l'origine même du processus d'élaboration de l'uisge beatha.
Les différentes variétés d'orge pour faire du whisky
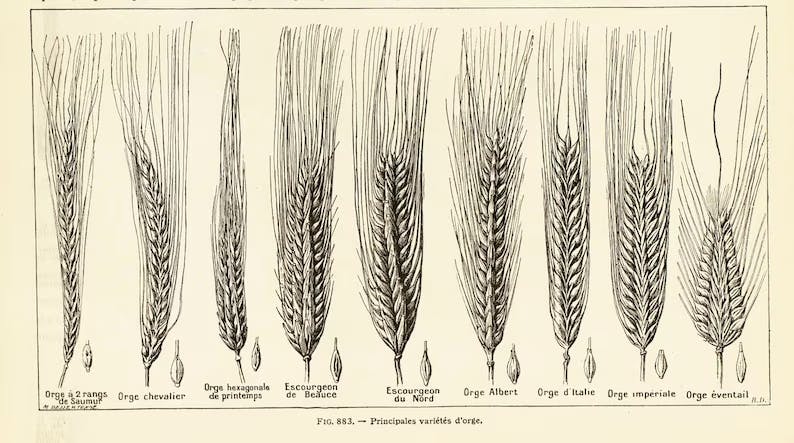
Dès 1678, un certain Sir Robert Moray écrit dans l'un de ses articles que le malt ne peut être produit qu'à partir d'une seule céréale, l'orge. À l'époque, plusieurs variétés sont déjà connues. La plus réputée est composée d'un épi de deux rangs de grains. L'autre, plus communément utilisée, dispose de six rangées de grains.
Cette dernière variété, connue sous le nom de bere (l'ancêtre de l'orge actuelle), est encore cultivée dans les Orcades pour la production du bere bannock, galettes qui furent longtemps l'aliment de base des habitants de ces îles. Les distillateurs ont toujours favorisé les producteurs d'orge locaux.
Pourtant, à partir de la fin du XIXe siècle, les distilleries ont recours à l'importation. Poussées par l'engouement général que suscite le whisky, elles reçoivent des cargaisons entières d'orge en provenance notamment de France, du Danemark, de Russie et des pays baltes.
L'un des principaux témoins de cette véritable ruée vers l'orge fut le port de Campbeltown de la presqu'île de Kintyre qui, en 1873, accueillait plusieurs fois par semaines des cargos repus d'orge pour la trentaine de distilleries alors en activité.

Dans les années 1950, les variétés d'orge ne cessent d'évoluer et de nouvelles qualités viennent régulièrement déclasser les plus anciennes : Spratt, Plumage, Archer, Proctor, Marris Otter.
La plupart sont originaires du nord de l'Angleterre, du sud de l'Ecosse ou du Canada. A partir de la fin des années 1960, les progrès technologiques liés à la récolte et au stockage de l'orge, permettent l'apparition d'une nouvelle variété d'origine écossaise baptisée Golden Promise.
Malgré une certaine fragilité face aux attaques du mildiou (moisi), Golden Promise sera, pendant près de vingt ans, souveraine auprès des distillateurs, représentant jusqu'à 95% de l'orge cultivée en Ecosse. Son déclin s'amorce à partir de 1985.
Malgré l'existence de nouvelles variétés, quelques distilleries restent farouchement attachées à la Golden Promise, en particulier Macallan. Mais la plupart se sont tournées vers d'autres qualités, notamment Optic, plus résistantes et au rendement en alcool supérieur.
La sélection de l'orge
Face à la multitude de variétés disponibles, une sélection s'impose. Toutes les qualités ne sont pas propices à la production d'alcool.
Ainsi, une orge riche en protéines sera utilisée entre autres pour l'alimentation du bétail ou pour la production de whisky de grain. Pour la production du whisky de malt ou celle de Scottish ales (bières écossaises de malt), les distillateurs et les brasseurs se tournent vers une orge riche en amidon qui permettra d'obtenir des sucres fermentescibles et par conséquent de l'alcool.
C'est au moment de la livraison que les distillateurs contrôlent la qualité de l'orge. Ils vérifient notamment que le grain ne présente pas de traces de moisissures, qui, associées à des techniques de récolte, de trempage, et de germination peu scrupuleuses, sont source d'arômes indésirables.
Le maltage : entre tradition et modernité
Depuis les années 1970, le maltage, première étape du processus de transformation du grain en alcool, est réalisé en dehors des distilleries dans la grande majorité des cas. Aujourd’hui, seules six distilleries continuent à malter une partie de leur orge sur place : Springbank (Campbeltown), Bowmore (Islay), Laphroaig (Islay), Kilchoman (Islay), Highland Park (Orcades) et Balvenie (Speyside), chacune conservant ainsi un contrôle partiel sur cette étape clé du processus de production.
Longue et coûteuse, cette opération est désormais sous-traitée par des malteries mécanisées. Le maltage industriel présente de nombreux avantages par rapport au maltage traditionnel.
Outre les considérations de temps et de coût, les malteries produisent une orge maltée de qualité constante, en tenant compte des spécificités propres à chaque distillerie. Le maltage, souvent perçu comme une opération unique, se décompose en réalité en trois étapes :
Le trempage
Une fois récoltée, l'orge entre dans une phase naturelle de dormance. Composée d'une enveloppe qui renferme un embryon (future plante) et d'une poche d'amidon (réserve d'énergie), l'orge est soumise à plusieurs phases d'humidification et d'oxygénation afin d'activer l'embryon en sommeil.
Cette opération, qui en fonction des conditions atmosphériques varie de quarante-huit à soixante-douze heures, s'achève dès que le taux d'humidité du grain passe de 15% à plus de 40%. La germination peut alors débuter.
La germination
L'orge humide est répandue sur des aires de maltage (malting floor) en couches épaisses d'environ 30 à 50 cm. Le développement de l'embryon va provoquer la désintégration des parois solides qui protégent l'amidon.
L'amidon se transforme en une sorte de farine souple blanchâtre dont les sucres seront extraits au moment du brassage. La chaleur engendrée par la croissance de l'embryon nécessite de retourner régulièrement la masse d'orge.
Traditionnellement, cela est réalisé par le biais de pelles en bois (shiels) ou de râteaux. Cette opération, physiquement éprouvante, se répète en moyenne trois fois par jour afin d'éviter que les germes ne s'enchevêtrent.
Lorsque ces germes ont atteint une longueur de deux ou trois millimètres, la germination est interrompue afin d'éviter que l'embryon ne se nourrisse des sucres du grain. L'orge, à ce stade, est appelée malt vert. Il est transféré au four (kiln) pour séchage.
Le séchage
Autrefois, le séchage (kilning) s'effectuait exclusivement à l'aide de combustibles tels que la tourbe, le charbon ou le coke. Ce dernier, dérivé du charbon, est obtenu par carbonisation à haute température, produisant un matériau riche en carbone qui brûle avec peu de fumée.
Désormais, les malteries sont non seulement équipées de fours, utilisés pour le feu de tourbe, mais aussi de brûleurs qui insufflent de l'air chaud. Une fois séché, le malt est débarrassé de ses impuretés, germes et autres résidus avant d'être livré aux distilleries.

Les arômes du malt
Souvent considéré comme une simple étape intermédiaire vers la production d'alcool, le maltage est rarement évoqué pour sa contribution à la palette aromatique du whisky. Pourtant, selon le combustible utilisé au cours du séchage, le profil aromatique du malt se révèle fort différent. Séché à l'air chaud, il se pare de douces notes biscuitées, toastées et torréfiées.
Séché sur un feu de tourbe, il développe alors des notes rôties, fumées et médicinales que l'on retrouve après la distillation.
A l'issue du maltage, le malt est stocké puis broyé en une farine grossière, le grist, par l'intermédiaire d'un moulin, le malt mill. La mouture obtenue est composée de 70 % de grist, 20% de résidu d'enveloppe du grain et 10% de farine.
Ces proportions doivent être strictement respectées sous peine d'entraver le bon déroulement du brassage. L'eau pourra alors extraire les sucres jusqu'alors inaccessibles.
POUR ALLER PLUS LOIN DANS LA DÉCOUVERTE DES WHISKIES
La Maison du Whisky possède trois boutiques dans Paris :
Dans chacune de ces boutiques vous pourrez découvrir une vaste gamme de whiskies, rhums, sakés et autres spiritueux.
Parce qu’un whisky peut se décrire en mille mots, nos conseillers se feront un plaisir de vous faire découvrir les whiskies incontournables de La Maison du Whisky.
Suivez notre agenda de dégustation pour les dégustations à venir, ou rendez-vous au Golden Promise Whisky Bar qui propose un large choix de whiskies et autres spiritueux au verre.